
1. 藥芯焊絲生產效率高;與實心焊絲相比,由于藥芯焊絲焊接飛濺少、焊縫成形好,所以減少了清除飛濺與修磨焊縫表面的時間。
2. 實心焊絲的管是實心的,藥芯焊絲的管內有藥芯,它的作用是穩弧、改善操作性能、起保護作用。藥芯焊絲與實心焊絲相比,飛濺小,而且連續使用也不會堵塞焊槍嘴。藥芯焊絲的作業性能優于實心焊絲,藥芯焊絲的熔敷效率微低于實心焊絲,但熔敷速度比實心焊絲快得多。

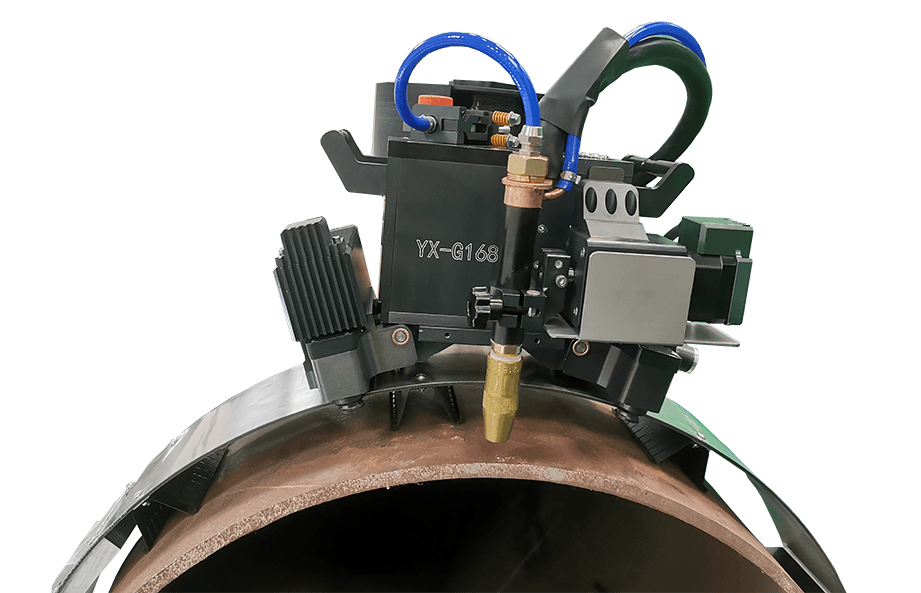
藥芯焊絲填充、蓋面效果。
3. 實心焊絲用混合氣保護(80%氬氣+20%二氧化碳)可以克服飛濺的問題,無探傷要求,打底層可以選擇用二保焊實心焊絲(前提對口要求稍微高一些),填充、蓋面層改用二保焊藥芯焊絲。

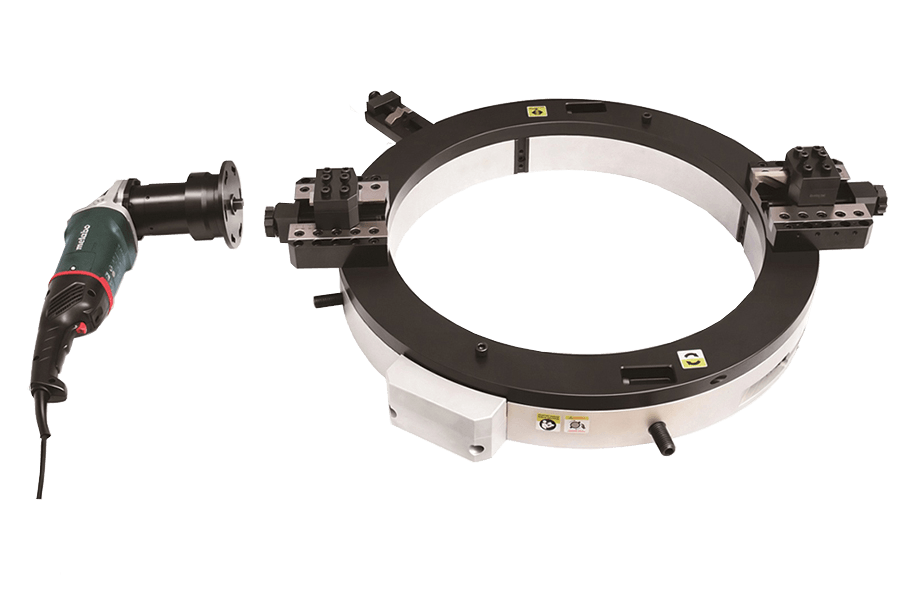
實心焊絲填充、蓋面效果。
4. 我國的藥芯焊絲標準有哪些?對藥芯焊絲的化學成分與力學性能是怎樣規定的?
我國的藥芯焊絲標準是參照美國焊接學會標準AWS制定的。我國的標準根據材料不同,可分為:《碳鋼藥芯焊絲》GB/T 10045—2002;《低合金鋼藥芯焊絲》GB/T 17493—1998;《不銹鋼藥芯焊絲》GB/T 17852—1999。碳鋼藥芯焊絲型號是根據其熔敷金屬力學性能、焊接位置及焊絲類別特點等進行劃分的。碳鋼藥芯焊絲型號編制方法示例如下:
字母“E”表示焊絲、“T”表示藥芯焊絲,字母“E”后面的二位數表示熔敷金屬的力學性能。第3位數表示推薦的焊接位置,其中“0”表示平焊和橫焊位置,“1”表示全位置焊。短劃線后面的數字表示焊絲的類別特點。

M”表示保護氣體為(75%~80%)Ar CO2;當無字母“M”時,表示保護氣體為CO2或自保護類型。字母“L”表示熔敷金屬的沖擊性能在-40℃時,其V形缺口沖擊吸收功不小于27J;無“L”時表示焊絲熔敷金屬的沖擊性能符合一般要求。
免責聲明
部分文字及圖片源于互聯網,轉載此文是出于傳遞更多信息和非商業教育科研目的,版權歸原作者所有,若有來源標注錯誤或原作者不同意轉摘的,請作者持權屬證明與我們聯系,我們將及時更正、刪除,謝謝。
聯系人:熊經理、姜經理
電話:+86-22-23889667
手機:+86 13820221715
+86 13194693183
版權所有:COPYRIGHT ? 2016-2025 一新管道 ALL RIGHTS RESERVED (本網素材部分來源于網絡,版權歸原作者所有,僅供參考,如有侵權,請聯系我們刪除)
技術支持:君遠科技
備案號:津ICP備19006103號-1 津公網安備 12011102000678號
地址:天津市西青開發區賽達四支路28號模具園B4
 中文
中文
 English
English